.png?width=150&height=70&name=BWC%20Logo%20(Custom).png)


Technical review
We start by confirming the functional requirements, volumes, critical dimensions and finish expectations—then align them to an optimal high pressure die casting route. HPDC is widely used for high-volume, complex, high-precision components, so we identify the features that matter most to performance and repeatability early.
.png?width=150&height=150&name=Untitled%20(42).png)
DFM & tooling plan
Before any tooling is cut, we refine the design for manufacturability (DFM) to improve fill, ejection, surface quality and die life. This typically includes reviewing draft angles, wall thickness uniformity, ribs/fillets and parting line strategy—all core factors in stable die casting production.
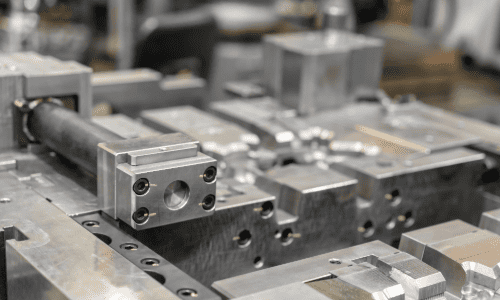
Tooling
Tooling is engineered, manufactured and validated to achieve repeatable production quality. A disciplined die-making approach typically runs from DFM through tool manufacture, assembly and trial/validation, so the process is proven before ramp-up.
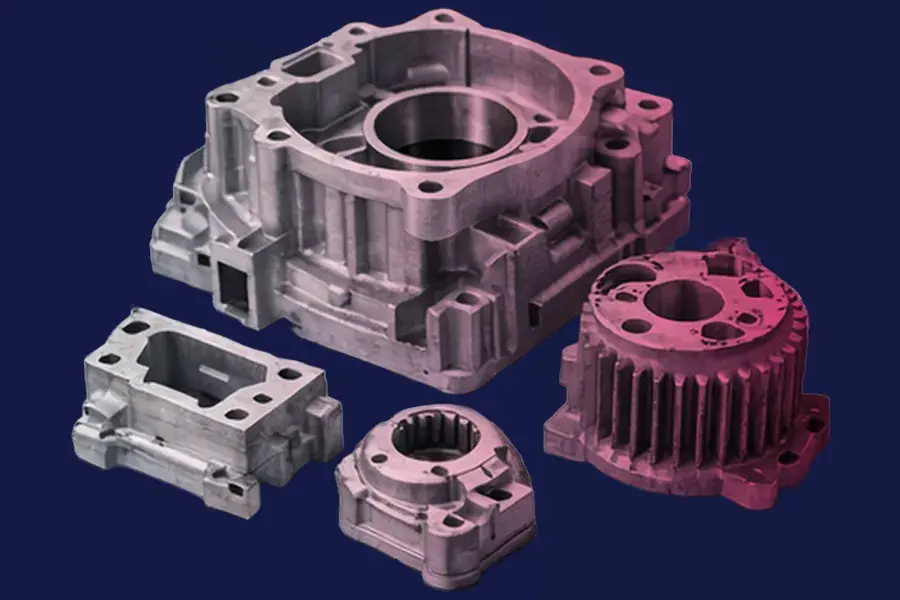
Casting
For aluminium components, cold chamber die casting is the standard approach: molten metal is held in an external furnace, ladled into the shot sleeve, and injected into the steel die under high pressure. This method is commonly used for aluminium and other higher-melting-point alloys, producing complex shapes with good accuracy and surface finish.

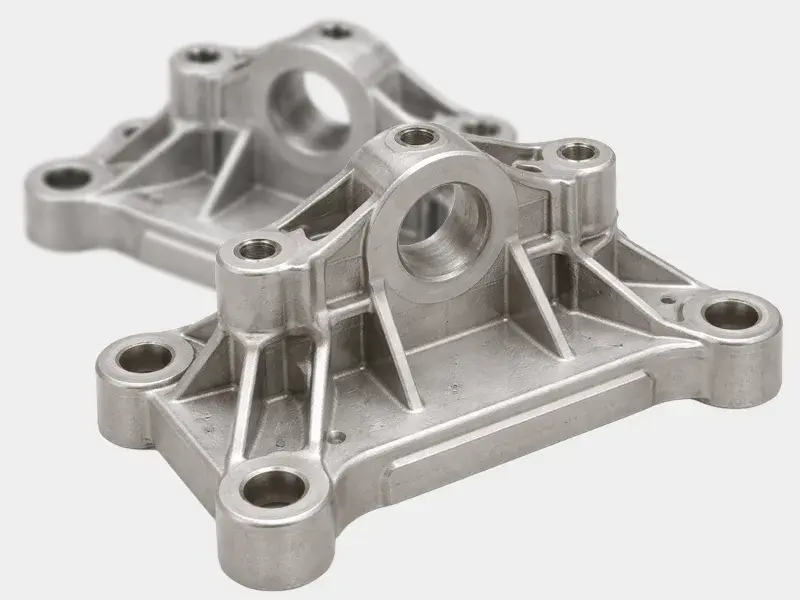
Machining & finishing
Where tight tolerances or functional interfaces are required, we machine post-cast features to specification and verify critical dimensions. Surface finishing can then be applied to meet corrosion, cosmetic or brand requirements—often with precision masking to protect threads, bores and mating surfaces from coating build-up.
.png?width=150&height=150&name=Untitled%20(43).png)
Assembly & delivery
If you want to reduce supplier handoffs, we can supply completed sub-assemblies rather than standalone castings. This final stage focuses on fit, function and logistics—so parts arrive ready for line-side use with the right packaging and documentation.


