If you’re developing a new component (or reviewing an existing one), aluminium die casting is often shortlisted for one reason: it’s a repeatable way to produce complex metal parts at volume with strong dimensional control and a high-quality surface finish.
In this guide, we’ll cover:
What aluminium die casting is and how the process works
Why manufacturers choose it (benefits and typical use cases)
Design considerations that influence quality and cost
Post-casting machining and finishing options
How BWC Profiles supports aluminium die castings from concept to completion
Aluminium die casting is a process that forms detailed metal parts by injecting molten aluminium (or an aluminium alloy) into a steel die (or mould) under high pressure. Once solidified, the die opens, and the casting is ejected.
Because the mould is made of steel and built for repeat cycles, die casting is well-suited to higher-volume production, where repeatability, surface finish, and per-part economics become critical.
Cold chamber vs hot chamber
(and why aluminium is commonly cold chamber)
For aluminium, the process is typically cold chamber: the molten metal is held in a separate furnace/pot and then transferred into the shot chamber before injection. This approach is commonly used because aluminium processing temperatures are higher and can damage systems used in hot-chamber machines.
How the aluminium die casting process works (high-level)
While tooling and machine configuration vary by part, the core cycle is consistent:
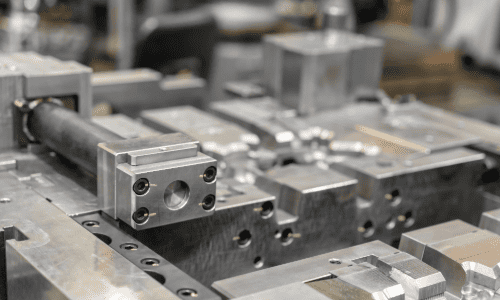
Die preparation – the die halves are cleaned, lubricated, and brought to operating conditions
Injection – molten aluminium is injected under high pressure into the die cavity
Solidification – the metal cools quickly inside the die
Ejection – the die opens, and ejector systems release the casting
Trimming & secondary operations – removal of gates/flash; then machining/finishing as required
Because dies are typically built in at least two sections (so the part can be released), decisions about parting lines, draft and access for ejection are fundamental to a robust tool design.
Why choose aluminium die casting?
Across the industry, aluminium die casting is selected because it balances complexity, speed and repeatability.
Key benefits (in plain terms)
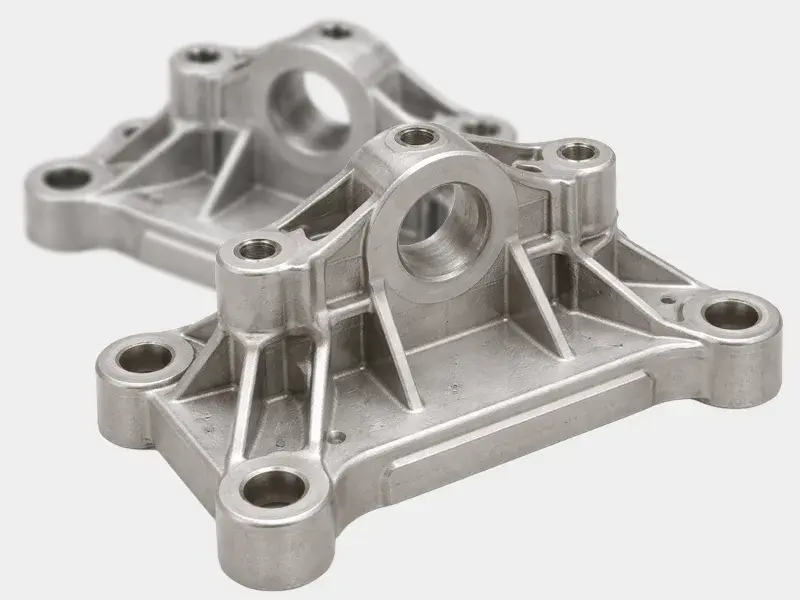
Complex geometries with tight tolerances that can be difficult to achieve economically with machining alone
Smooth or textured surface finishes often reduce secondary work
High-volume production capability, with rapid cycle times suited to repeat runs
Lightweight, good strength-to-weight performance, and good conductivity characteristics (thermal/electrical)
Recyclability, supporting circularity objectives in materials management
BWC Profiles’ HPDC proposition is built around these outcomes—high accuracy, high volume, and the ability to progress from casting to finished assemblies via integrated machining, finishing, and assembly.
What can aluminium die casting be used for?
Aluminium die casting is widely used where organisations require large quantities of consistent parts and where weight, surface finish, and functional performance are essential.
If your broader assembly includes extrusions or sheet metal, it is often beneficial to design these as a coordinated system (rather than sourcing as separate, loosely aligned items). See BWC’s related capabilities:
Design considerations that materially impact cost, quality and lead time
A common mistake is treating die casting as “send CAD, receive parts.” In practice, a few early design decisions strongly influence tool complexity, defect risk and downstream machining.
1) Parting line planning
Because the die separates into halves, you need an intentional plan for where that split occurs (the parting line). It affects aesthetics, flash risk, and the feasibility of ejecting the part cleanly.
2) Injection strategy and fill behaviour
Injection points (and, where applicable, multiple gates) are used so the molten metal fills the cavity before it starts to freeze—particularly important for thin sections or highly detailed features.
3) Wall thickness and consistency
Modern capability can support thin walls, but consistency is often a practical goal because it supports predictable fill and cooling behaviour and reduces distortion.
4) Draft angles, ribs, and “castability”
Draft supports release from the die, while ribbing can add stiffness without adding excessive mass. Tooling guidance (draft/ribs/parting lines) should be considered early—especially if the part will later be machined in critical areas.
BWC Profiles provides “designed for manufacture” guidance as part of our die casting support, including advice on wall thickness, draft angles, ribbing and parting lines.
Machining and finishing after casting: what to plan for
Die-cast parts often require minimal machining, but most engineering-grade components still need some post-cast operations to hit critical tolerances and functional interfaces.
Common secondary operations
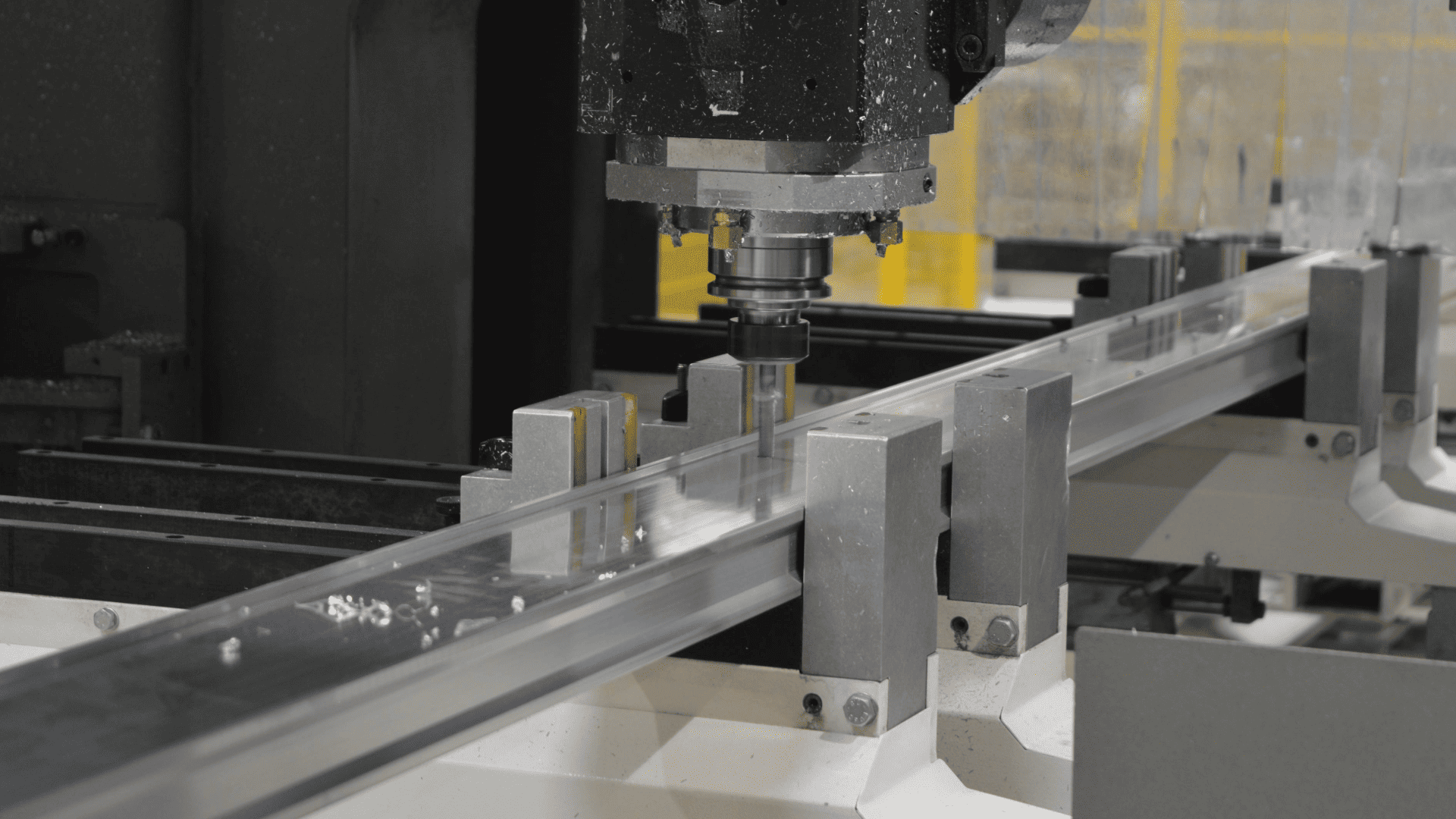
Drilling, tapping, thread forming and critical surface machining
Surface refinement to address seams at the die split or cosmetic requirements (e.g., abrasive processes)
Surface coatings, such as powder coating, for protective and aesthetic performance
Die castings can have seams where mould halves meet, and post-processing may include abrasive finishing and protective/decorative coatings such as powder coat.
Integrated machining + finishing
BWC Profiles supports die-cast projects with CNC machining and finishing, including 5-axis CNC capability, a full powder coating service, and complex masking when required.
Aluminium die casting alloys (what engineers commonly consider)
Alloy choices impact fluidity, corrosion performance, wear resistance, and mechanical characteristics. One common list of die casting alloys referenced in industry includes A380, 383, B390, A413, A360, and CC401 (availability depends on supplier capability and application requirements).
BWC Profiles support high-pressure die casting for aluminium/aluminium alloys with “various alloy grades available” as part of our capability set.
For quoting, it is typically best to define your target properties and the operating environment, then align alloy selection and finishing to those needs.
When you’re switching die casting suppliers: reducing project risk
Supplier changeovers are a common reason projects stall—particularly when tooling, qualification, and secondary operations are spread across multiple vendors.
BWC Profiles explicitly supports tool conversion/migration, with the aim of minimising disruption and re-qualifying tools quickly. This is often most effective when machining, finishing, and assembly are integrated into the same delivery plan (fewer handoffs, fewer queues, clearer accountability).
How BWC Profiles supports end-to-end aluminium component delivery
BWC Profiles is a UK-based manufacturing group (established in 1999) providing end-to-end design and supply, including die castings, machining/finishing and assembly, alongside aluminium extrusion, sheet metal, plastics and logistics support.
Key die casting capability highlights include:
High-pressure die casting (aluminium/aluminium alloys)
If you have a CAD model and target volumes, we can quickly advise on castability, tooling approach, machining/finishing needs, and what’s required to move from prototype intent to a stable production.
.png?width=150&height=70&name=BWC%20Logo%20(Custom).png)