.png?width=150&height=70&name=BWC%20Logo%20(Custom).png)
Aluminium Extrusions & Profiles for Mechanical Engineering (UK)
Aluminium Extrusions and Profiles for Mechanical Engineering
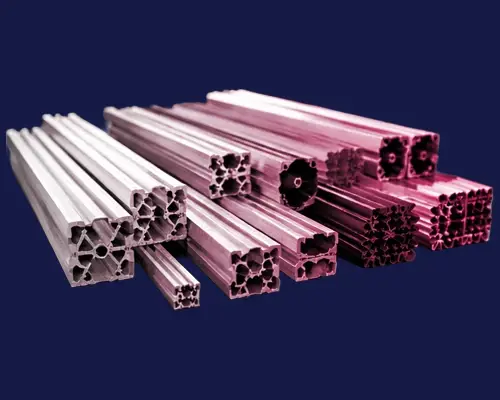
Mechanical engineering teams design systems that must be stable, repeatable, and efficient to build. Aluminium extrusions (extruded profiles) are widely specified because they deliver an excellent stiffness-to-weight ratio and allow functional features to be designed directly into the section—reducing parts count, simplifying assembly, and improving repeatability.
We are a UK supplier of custom aluminium extrusions and extruded profiles for mechanical engineering, supporting the full route from design-for-extrusion guidance through to cut-to-length, CNC machining (drill/tap/slots/pockets), finishing (powder coating/anodising), inspection, stockholding and call-off supply, so your components arrive ready for build.
Design Assistance & Prototyping | Machining: Cut/Mill/Drill/Tap | Finishes: Powder Coating & Anodising | Stockholding & Call-Off Supply


Where aluminium extrusion adds value in mechanical engineering
Integrated geometry reduces fabrication. Channels, tracks, stiffening ribs, and mounting lands can be designed into the profile, reducing welded fabrication, brackets, and fixings.
Stiffness without excess weight. Ribs and webs increase rigidity efficiently, supporting stable machine frames and motion structures.
Repeatability over length. Consistent profile geometry supports repeat builds and predictable fit during assembly.
Machining only where it matters. Extrusion provides the base shape efficiently; CNC machining is applied to the functional interfaces and critical datums.
Typical profile features used in mechanical systems
Engineers commonly specify features such as:
- Stiffening ribs/webs to improve rigidity without adding unnecessary mass
- Mounting lands for drilling/tapping and repeatable assembly
- Channels, tracks, and interlocks to reduce brackets and fixings
- Captive fixing concepts (application dependent)
- Thermal fin geometry where heat transfer performance is required (application dependent)
Design-for-extrusion guidance for engineers
A robust extrusion outcome depends on early design decisions. Key principles include:
- Balance wall thickness to improve stability and reduce twist risk
- Use internal radii (avoid sharp internal corners) to support metal flow and die life
- Avoid sudden thickness changes that increase distortion risk and cost
- Define only critical dimensions—do not over-tolerance the entire section
- Specify straightness/twist realistically over length, especially where parts slide, mate, or align
Tolerances, datums, and inspection
Quality assurance, tolerances should be tied to function, measurement strategy, and downstream machining:
- Define datum/reference surfaces used for machining and measurement
- Tighten tolerances only on functional interfaces (fits, alignment, sliding contact)
- Keep non-critical geometry more open to improve yield and reduce cost
- For long lengths, specify straightness/twist only where assembly demands it
- If finishing is applied, allow for coating build-up on locating/mating surfaces (application dependent)
Common applications for extruded aluminium profiles
Mechanical engineering applications often include:
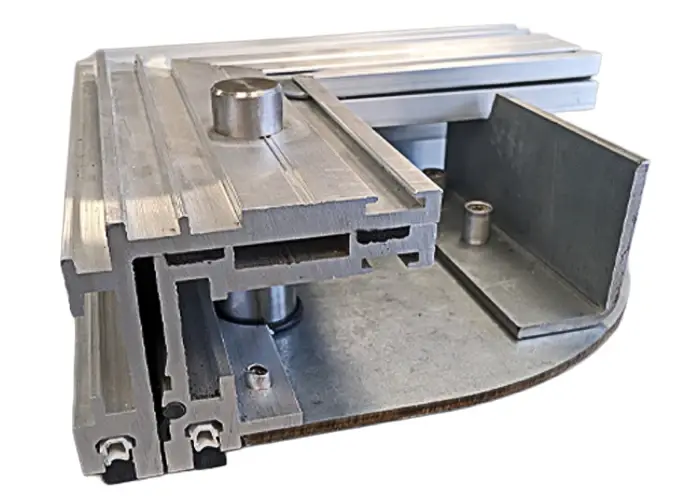
- Machine frameworks and base structures (including automation and equipment frames)
- Linear motion systems (guides, slides, actuators, carriage structures)
- Conveyor system structures and components
- Machine guarding and enclosure frames
- Fixtures, jigs, and mounting structures
- Thermal management components, such as finned heat sinks where cooling performance is required
Two sectors we have supported include the conveyor systems market and theatrical production management. In both cases, the customer’s initial designs were not suitable for extrusion as submitted. Following engineering review and collaborative redesign, we delivered extrudable alternatives that maintained the functional intent and enabled consistent manufacture.
Secondary operations, finishing, and supply support
To streamline build and reduce internal handling, we can supply extrusions with the secondary operations required for assembly-ready components, including:
- Cut-to-length and deburr
- CNC machining (drilling, tapping, slots, pockets, milling features)
- Assembly preparation
- Protective films
- Packaging where visible surfaces matter
- Stockholding and scheduled call-off to match build programmes and reduce on-site inventory

Mechanical Engineering Aluminium Profiles FAQs
Yes. We supply custom extruded aluminium profiles for mechanical engineering applications and can support the full route from design review through machining, finishing, inspection and delivery.
Yes. We can review existing sections and recommend practical changes that improve extrudability, while protecting your functional requirements (interfaces, stiffness, alignment and assembly intent).
A drawing or sketch (DXF/PDF if available), target material/alloy requirements, finish, cut lengths, any machining operations, estimated volumes, and delivery cadence (including whether call-off is required).
Extrusions are commonly used for machine frames, motion system structures, conveyor components, guarding/enclosure frames, fixtures, and applications where repeatability, stiffness and efficient assembly matter.
Yes. We can supply extrusions cut-to-length and prepared for assembly with machining and finishing, helping reduce handling and internal operations on your side.
Typical requirements include cut-to-length, deburr, and CNC operations such as drilling, tapping, slots and pockets—focused on functional interfaces and datums.
A best-practice approach is to define critical dimensions only, tighten tolerances on functional interfaces (fits/alignment/sliding contact), and keep non-critical geometry more open to improve yield and cost.
Yes. We can work with you to identify datum/reference surfaces that make machining, measurement and assembly repeatable—particularly important on longer lengths and alignment-critical assemblies.
Common options include powder coating and anodising, selected based on appearance, durability, corrosion resistance and wear requirements. Where relevant, allowances should be made for coating build-up on locating surfaces.