Where Aluminium Extrusion Adds Value in Electronic Engineering
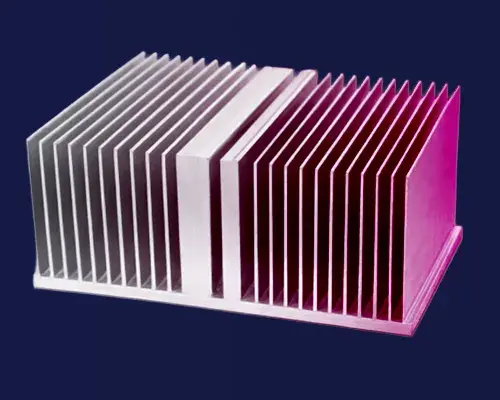
Thermal management built into the section
Extruded aluminium is widely used for heat sinks and thermal structures because fin arrays, airflow channels, and mounting geometry can be designed directly into the profile. This reduces part count, improves repeatability, and supports consistent heat transfer across multiple identical assemblies.
Integrated mechanical features for stable assembly
Electronics housings often need more than a simple “box”. Extrusion enables mounting lands, internal rails, ledges, gasket grooves, and alignment features so PCBs, covers, and seals locate consistently without complex fabrication.
EMI/RFI shielding and protected enclosures
Aluminium enclosures are commonly used where electromagnetic shielding matters. With appropriate section design and finishing strategy, extrusions support robust housings that protect sensitive circuitry and provide defined interfaces for lids, seals, connectors, and mounting.
Consistency over length for modular and linear products
Where sheet metal or fabricated assemblies introduce variation, extrusion provides repeatable geometry along length—useful for long housings, linear electronics assemblies, lighting/power tracks, modular enclosures, and multi-station designs.
.png?width=150&height=70&name=BWC%20Logo%20(Custom).png)