.png?width=150&height=70&name=BWC%20Logo%20(Custom).png)
Aluminium extrusions are the end result of a process used to transform aluminium alloy into useable bar length components that have a defined cross-sectional profile, suitable for the required end application.
There are many standard profiles available such as angles, channels etc. It is also possible to design your own profile in a cost-effective way, that is our specialism.
They are used for a wide range of applications all around us: At work, you'll notice applications on your desk, office screening, whiteboards, heat syncs in your laptop. In your car, on treadplate, grills and interior trims, and at home, in your kitchen appliances and bathroom tile trims, etc.
But what is the aluminium extrusion process, and how do we get to those types of applications? Take a look below for your step by step guide:
Step 1 - Take An Aluminium Ingot Or Log
Before extrusion can begin you'll need some aluminium ingot. These are usually round in shape and up to 7 meters long - very heavy indeed. They come in a variety of alloys and thicknesses. These ingots are heat treated in process called should be homogenisation, that ensures it can be heated uniformly during extrusion before being supplied to an extrusion plant.
Step 2 - Cut A Bit Off and Warm It Up!
A small slice, of the ingot, is shaved off to suit the size of the press being used and the final extruded length required, this cut is usually between 300mm and 1000mm long. This cut of the ingot is called a billet. The billet is now fed into a billet heater and it is fired up to somewhere between 400-500 degrees Celcius however, the precise temperature will depend on a number of factors such as complexity of the shape, alloy, etc.
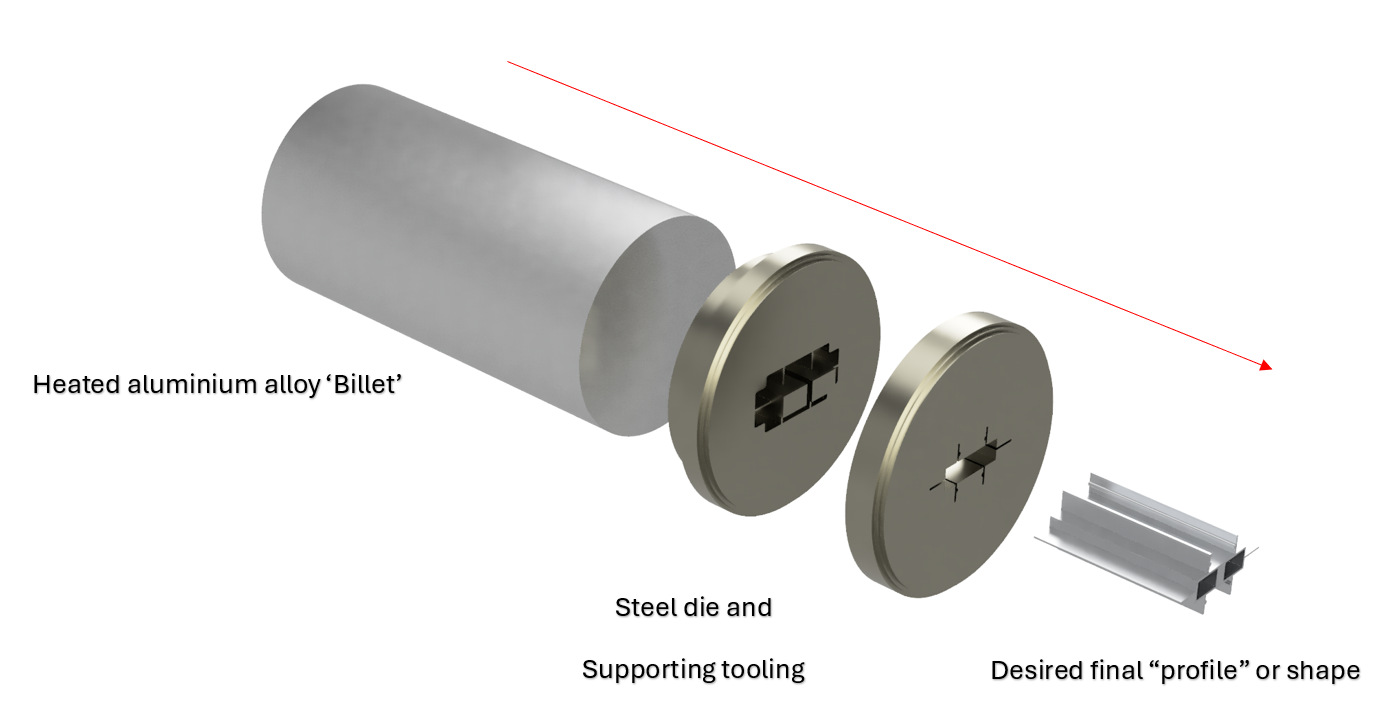
Step 3 - Squeeze It
This step is where the magic happens. The pre-heated billet is then loaded into a chamber and pushed at force through the opening of a die. The die has a wider opening on the rear face and the final shape/profile required by the customer on the front.
Imagine a kids playdough machine, fill it up with dough, stick a star shape on the front, press the handle down and voila, star-shaped playdough. That much force causes the aluminium to flow and exit the die at speeds between 5-80 m/min.
The extruded length may be as long as 50 metres and may consist of one or multiple strands of the same profile. Usually, extrusions of most commercial alloys will be cooled or quenched as they leave the press, to bring them down from the 500-degree Celcius temperature used during extrusion.
Step 4 - Cool It
Extrusion has to be cooled to enable it to be handled and stretched. This is achieved using air, water or a mixture of both.
Cooling is also used as the first part of the heat treatment of age-hardening alloys.
Step 5 - Stretch & Cut To Length
The super long lengths of extrusion are moved along the press table to an extrusion stretcher. The jaws of the stretcher are clamped to either end of the long lengths. The long lengths are then stretched to help improve overall straightness.
The nice straight lengths are now shuffled off to a conveyor saw, that trims the super long lengths into an easier to handle size (usually between 2 and 6m long). This makes all downstream treatment and handling much simpler - try loading a 50m length onto a lorry - it can't happen!