where extrusion adds value in lighting applications
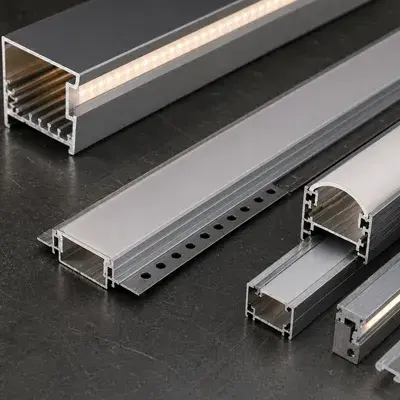
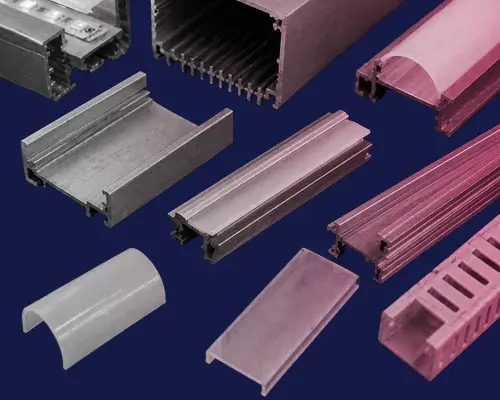
Lighting solutions require materials that offer efficient heat dissipation, durability, and aesthetic appeal for various applications. Aluminium is ideal for LED heat sinks, housings, and reflective components that require excellent thermal conductivity. Plastic is commonly used for diffusers, protective covers, and flexible tubing for wiring systems.
Where extrusion adds value is in the interfaces and thermal paths that must repeat at scale: consistent heat transfer from LED board to the sink, straight profiles that stay true over length, clean cover/diffuser fits, and defined reference faces for machining and inspection. Extrusion delivers repeatable section geometry and allows functional details such as mounting lands, cover tracks, cable channels, lens/diffuser retention features and protective edges to be integrated into one profile, so machining is focused only where it drives fit, alignment and assembly performance. The best results come when extrusion is treated as a complete route: stable profile design, realistic tolerances focused on functional interfaces, controlled machining, and a finishing/handling plan that protects critical and cosmetic faces through repeat supply.
.png?width=150&height=70&name=BWC%20Logo%20(Custom).png)



.png)